Написать письмо
info@cncnc.ru
Ситуация типовая:
мы уверены, что купленный нами дорогой инструмент
всю работу выполнит вместо нас.
Инструмент стоит дорого, а хороший инструмент - очень дорого. Так было всегда. За инструмент приходится платить кровно заработанные денежные знаки.
Недавно знакомый купил в магазине два перовых сверла диаметром 8 мм для стекла и керамической плитки, он был уверен, что дорогой (фирменный) инструмент это гарантия качественно выполненной работы. Попытался просверлить плитку из искусственного камня, но не получилось: каждого сверла хватило на половину отверстия.Весь режущий инструмент, производимый в СССР отвечал требованиям ГОСТа, и рекомендации по режимам резания и применению публиковались в общих справочниках по резанию.
На каждый импортный, режущий инструмент фирма изготовитель предоставляет рекомендации по его использованию. Рекомендации могут быть как краткими, так и подробными. В частности, на упаковке сверла была надпись - для стекла и керамической плитки (обрабатываемый материал), до 8,5 м/мин (скорость резания), диаметр 8 мм (размер). В мире две основные системы, метрическая и дюймовая и иногда они пересекаются (как авто с левым и правым рулём). Ничего хорошего, одни неудобства.
Мы пользуемся метрической системой. В обработке резанием приняты следующие единицы измерения:
Частота вращения шпинделя, заготовки, инструмента - об/мин., кроме шлифовки - м/сек (дабы не плодить ноли.);
Скорость резания - м/мин;
Подача на зуб - мм;
Подача на борот - мм/об;
Подача минутная - мм/мин;
Заводы изготовители оборудования и инструмента, выдавая рекомендации по применению и эксплуатации своей продукции, придерживаются этих единиц измерения.
В качестве примера:
Общие рекомендации по режимам резания, при фрезеровании (от фирмы SGS)
|
МАТЕРИАЛ |
ТВЕРДОСТЬ |
СКОРОСТЬ (М/МИН) |
ДИАМЕТР ИНСТРУМЕНТА |
|||||||
|
БЕЗ ПОКРЫТИЯ |
TI-NAMITE |
TI-NAMITE-C |
TI-NAMITE-A |
1 - 3 мм |
3.5 - 5 мм |
6 - 9 мм |
10 - 14 мм |
16 - 25 мм |
||
|
ПОДАЧА (ММ/ЗУБ) |
||||||||||
|
Стали общего применения |
<150НВ |
150 |
175 |
175 |
210 |
0,012-0,018 |
0,019-0,024 |
0,025-0,050 |
0,052-0,080 |
0,085-0,18 |
|
|
<190НВ |
120 |
140 |
140 |
165 |
0,010-0,016 |
0,018-0,022 |
0,024-0,048 |
0,050-0,070 |
0,075-0,100 |
|
|
<240НВ |
90 |
105 |
105 |
125 |
0,008-0,014 |
0,016-0,020 |
0,022-0,044 |
0,045-0,055 |
0,060-0,080 |
|
Цементируемые стали |
<235НВ |
100 |
115 |
115 |
140 |
0,010-0,016 |
0,018-0,022 |
0,024-0,045 |
0,048-0,060 |
0,065-0,150 |
|
|
<285НВ |
80 |
95 |
95 |
110 |
0,008-0,012 |
0,014-0,018 |
0,019-0,044 |
0,045-0,055 |
0,058-0,080 |
|
Азотируемые стали |
<285НВ |
90 |
105 |
105 |
125 |
0,008-0,012 |
0,014-0,018 |
0,019-0,044 |
0,045-0,055 |
0,058-0,080 |
|
|
<385НВ |
70 |
80 |
80 |
95 |
0,006-0,008 |
0,009-0,018 |
0,020-0,022 |
0,022-0,030 |
0,032-0,060 |
|
Среднеуглеродистые стали |
<200НВ |
80 |
95 |
95 |
110 |
0,012-0,018 |
0,020-0,024 |
0,026-0,035 |
0,038-0,055 |
0,060-0,170 |
|
|
<285НВ |
80 |
70 |
70 |
85 |
0,010-0,016 |
0,019-0,023 |
0,025-0,033 |
0,036-0,054 |
0,058-0,120 |
|
|
<340НВ |
50 |
58 |
58 |
70 |
0,006-0,009 |
0,012-0,019 |
0,022-0,024 |
0,025-0,032 |
0,035-0,100 |
|
|
<385НВ |
35 |
40 |
40 |
50 |
0,005-0,007 |
0,009-0,012 |
0,015-0,018 |
0,020-0,028 |
0,032-0,060 |
|
Инструментальны стали |
<230НВ |
90 |
105 |
105 |
125 |
0,012-0,018 |
0,020-0,024 |
0,027-0,035 |
0,038-0,048 |
0,055-0,140 |
|
|
<285НВ |
70 |
80 |
80 |
95 |
0,009-0,014 |
0,016-0,021 |
0,022-0,027 |
0,030-0,036 |
0,040-0,100 |
|
|
<340НВ |
60 |
70 |
70 |
85 |
0,007-0,012 |
0,015-0,020 |
0,021-0,026 |
0,026-0,035 |
0,038-0,095 |
|
|
<395НВ |
45 |
50 |
50 |
65 |
0,006-0,011 |
0,014-0,018 |
0,020-0,025 |
0,026-0,033 |
0,036-0,090 |
|
|
>395НВ |
30 |
35 |
35 |
40 |
0,004-0,009 |
0,012-0,016 |
0,018-0,023 |
0,024-0,030 |
0,034-0,080 |
|
Нержавеющие стали |
<200НВ |
80 |
85 |
85 |
95 |
0,006-0,011 |
0,012-0,016 |
0,017-0,024 |
0,026-0,032 |
0,035-0,080 |
|
|
<240НВ |
60 |
65 |
65 |
70 |
0,005-0,010 |
0,011-0,014 |
0,016-0,022 |
0,025-0,030 |
0,034-0,065 |
|
|
>270НВ |
40 |
45 |
45 |
55 |
0,004-0,008 |
0,009-0,012 |
0,014-0,018 |
0,019-0,025 |
0,028-0,050 |
|
Стальное литье |
<150НВ |
110 |
125 |
135 |
150 |
0,012-0,018 |
0,019-0,024 |
0,025-0,035 |
0,036-0,048 |
0,055-0,150 |
|
|
<200НВ |
80 |
90 |
95 |
110 |
0,009-0,012 |
0,013-0,018 |
0,019-0,022 |
0,023-0,030 |
0,038-0,100 |
|
|
>200НВ |
60 |
70 |
75 |
85 |
0,004-0,007 |
0,008-0,010 |
0,011-0,015 |
0,016-0,024 |
0,030-0,080 |
|
Жаропрочные стали |
<200НВ |
30 |
40 |
40 |
45 |
0,011-0,013 |
0,014-0,016 |
0,017-0,020 |
0,021-0,026 |
0,028-0,050 |
|
|
<275НВ |
20 |
23 |
23 |
24 |
0,009-0,011 |
0,012-0,014 |
0,015-0,018 |
0,019-0,024 |
0,026-0,045 |
|
|
<325НВ |
18 |
20 |
20 |
22 |
0,007-0,009 |
0,010-0,012 |
0,013-0,016 |
0,017-0,022 |
0,024-0,043 |
|
|
<375НВ |
16 |
18 |
18 |
20 |
0,006-0,008 |
0,009-0,011 |
0,012-0,015 |
0,016-0,020 |
0,022-0,040 |
|
|
<395НВ |
12 |
14 |
14 |
16 |
0,005-0,007 |
0,008-0,010 |
0,011-0,014 |
0,015-0,018 |
0,020-0,035 |
|
|
>395НВ |
8 |
9 |
9 |
10 |
0,004-0,006 |
0,006-0,008 |
0,008-0,010 |
0,011-0,016 |
0,018-0,030 |
|
Титановые сплавы |
<150НВ |
100 |
115 |
115 |
130 |
0,007-0,009 |
0,010-0,013 |
0,018-0,025 |
0,030-0,045 |
0,048-0,080 |
|
|
<225НВ |
70 |
75 |
75 |
90 |
0,006-0,008 |
0,009-0,012 |
0,017-0,024 |
0,029-0,044 |
0,046-0,078 |
|
|
<275НВ |
30 |
35 |
35 |
40 |
0,004-0,006 |
0,008-0,011 |
0,015-0,022 |
0,027-0,040 |
0,042-0,065 |
|
|
<350НВ |
10 |
11 |
11 |
12 |
0,004-0,006 |
0,007-0,010 |
0,013-0,020 |
0,024-0,035 |
0,038-0,050 |
|
Чугуны |
<200НВ |
120 |
130 |
145 |
155 |
0,015-0,017 |
0,018-0,021 |
0,023-0,035 |
0,038-0,050 |
0,058-0,180 |
|
|
>200НВ |
80 |
85 |
90 |
110 |
0,008-0,010 |
0,011-0,014 |
0,015-0,023 |
0,026-0,038 |
0,046-0,100 |
|
Медь |
<150НВ |
250 |
250 |
280 |
280 |
0,008-0,010 |
0,011-0,014 |
0,015-0,025 |
0,027-0,042 |
0,052-0,150 |
|
Электролитическая медь |
|
180 |
180 |
205 |
205 |
0,010-0,012 |
0,013-0,016 |
0,018-0,029 |
0,030-0,046 |
0,058-0,150 |
|
Алюминий |
|
350 |
350 |
350 |
350 |
0,018-0,020 |
0,024-0,040 |
0,045-0,070 |
0,080-0,120 |
0,150-0,250 |
Кто-то возмущается: 8 м/мин., у меня нет таких оборотов на дрели (станке). Но на самом деле 8,5 м/мин. это не обороты шпинделя, а скорость резания. Так же многие путают, движение подачи со скоростью резания. В программном обеспечении и на станке скорость резания не указывается, а является расчетной величиной.
Скорость резания - это длина пути (в м), которую проходит за 1 минуту наиболее удалённая от оси вращения режущая кромка инструмента. Скорость резания легко определить, зная диаметр инструмента и частоту её вращения (число оборотов в минуту). За один оборот инструмента режущая кромка зуба пройдет путь, равный длине окружности:
где: D - диаметр фрезы, мм;
l - путь режущей кромки за один оборот инструмента;
А умножив длину окружности на обороты шпинделя, получим скорость резания.
Скорость резания:
 а(м/мин) или сокращённую
а(м/мин) или сокращённую 
где: n - частота вращения фрезы, (об/мин);
1000 - переводной коэффициент (м/мм).
Если требуется определить необходимую частоту вращения инструмента при заданной скорости резания, в этом случае используют формулу:
 (об/мин) или сокращённую
(об/мин) или сокращённую 
В виде примера можно подсчитать частоту вращения шпинделя для перового сверла диаметром 8 мм.

а знакомый, сверлил на полных оборотах дрели, то есть 2700 об/мин (хотелось побыстрее), тем самым превысил скорость резания в 8 раз.
Не на каждом станке можно точно установить рекомендуемые обороты, но это и не обязательно. Производитель приводит приблизительные режимы резания при заданной стойкости инструмента Т, которая напрямую зависит от скорости резания.
Время, в течение которого инструмент может находиться в работе с сохранением приемлемых режущих свойств, от заточки, до заточки называется стойкостью инструмента.Измеряется в минутах. Чем выше скорость резания, тем ниже стойкость инструмента. Превышать рекомендуемую скорость резания не желательно, резко уменьшается стойкость инструмента. Если, скорость резания, ниже, возможности инструмента не используются полностью - падает производительность.
Где взять параметры рекомендуемые производителем на каждую фрезу?
- при покупке инструмента на фирме, попросите каталог с рекомендациями;
- при покупке инструмента в другом месте, на упаковке есть интернет адрес;
- при отсутствии адреса, попробуйте сами найти адрес по названию фирмы.
Где взять параметры рекомендуемые производителем на каждую фрезу?
- при покупке инструмента на фирме, попросите каталог с рекомендациями;
- при покупке инструмента в другом месте, на упаковке есть интернет адрес;
- при отсутствии адреса, попробуйте сами найти адрес по названию фирмы.
Зайдите на сайт фирмы. Выберите режимы резания. Режимы резания, желательно занизить. Пробуйте. По результатам делайте корректировку.
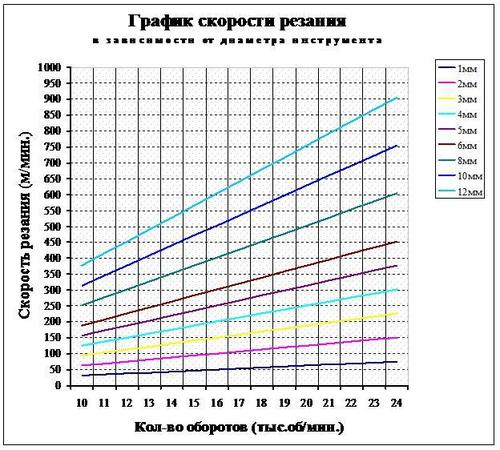
Чтобы упростить выбор частоты вращения шпинделя, изготовитель оборудования в руководстве по эксплуатации помещает таблицы и графики для определения режимов резания. Если производитель этого не сделал, построить график можно и самому.
В качестве примера, привожу график, построенный для шпинделя с бесступенчатой регулировкой оборотов от 10000 до 24000 об/мин. Пользоваться подобными графиками очень удобно.
После выбора режущего инструмента по таблице рекомендуемых режимов необходимо выбрать скорость резания.
На графике выбрать скорость резания и провести горизонтальную линию до пересечения с линией диаметра выбранного режущего инструмента. Из точки пересечения провести вертикальную линию вниз и определить обороты шпинделя. Если регулировка оборотов шпинделя ступенчатая, то выбрать ближайшее, меньшее значение оборотов.
При фрезеровании различают три вида подач:
На практике:
Расчётные параметры - хорошо, но учесть полностью всё, практически не возможно. Существуют более полные формулы по расчётам режимов резания, в которых используют десятки параметров. Такие формулы применяют в массовом производстве, да и то, с последующей корректировкой. В единичном производстве применяют справочные таблицы и упрощенные формулы с обязательной корректировкой под конкретные условия. Накопленный опыт, позволяет быстро выбирать рациональные режимы резания.
Пробуйте. Успехов.
Виталий Давыдов
Данная статья является интеллектуальной собственностью автора.
Фирма ЕТ имеет исключительно право публикации данной статьи.
Использован материал с сайта: http://et-rus.ru/mode